


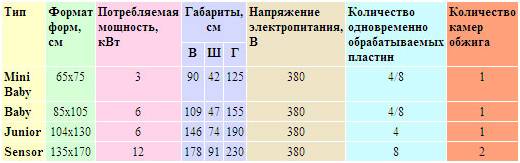
Технические параметры термошкафов фирмы O.V.I.T.
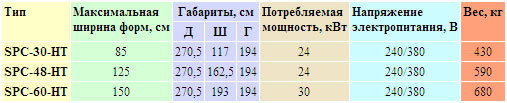
Технические параметры поточных линий для термообработки фирмы Technigraph
|
|
|
Рис. 2. Поточная линия для термообработки фирмы Technigraph (Великобритания) |
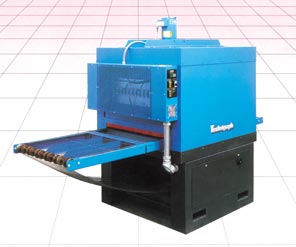
Надо сказать, что от конструкции транспортера зависит равномерный нагрев печатной формы и степень ее коробления. В наиболее известных моделях транспортер выполнен в виде металлической сетки, что обеспечивает сохранение формы после термообработки. К числу известных моделей поточных линий для термообработки офсетных монометаллических печатных форм относятся линии фирмы Technigraph (Великобритания). Одна из моделей представлена на рис. 2.
4.Причины неравномерного распределения на оттиске слоев краски по толщине (или оптической плотности). Укажите условия проведения печатного процесса, обеспечивающие получение оттисков с равномерным распределением толщины слоя краски.
Толщина слоя краски, нанесенного на поверхность бумаги в процессе печатания, оказывает влияние на качество печатного оттиска. Для получения оттиска заданной интенсивности, сохранения градационной и графической точности изображения печатание необходимо вести как можно более тонкими слоями краски, так как при этом происходят незначительные деформации красочного слоя на оттиске. При значительном увеличении толщины красочного слоя происходит раздавливание растровых элементов
И увеличение элементов штрихового изображения. Излишняя толщина красочного слоя на оттиске приводит к искажениям в цветопередаче растрового изображения, медленному высыханию красочного слоя, что может привести в дальнейшем к отмарыванию и даже склеиванию оттисков в стопе.
От толщины красочного слоя на печатной форме составляет 4-5 мкм, на резинотканевую пластину передается только 3 мкм, а на бумагу – 1-2. мкм.
Толщину красочного слоя в печатном процессе контролируют денситометрическим измерением оптических плотностей однокрасочных плашек шкалы оперативного контроля.
Для измерения оптической плотности на оттиске пользуются денситометрами отраженного света. При измерении на плашку шкалы направляться световой поток. Оптическую плотность оттиска определяют с помощью отраженного от плашки светового потока на шкале денситометра. Для повышения точности измерения оптических плотностей плашек цветных красок применяют светофильтры. Плашку желтой краски измеряют за синим фильтром, голубой – за красным, пурпурной- за зеленым.
Контроль толщины красочного слоя с помощью денситометра позволяет поддерживать его в заданном технологическом уровне, что очень важно для получения высококачественной продукции при многокрасочной печати.
 Денситометр.
Денситометр.
Прибор, предназначенный для измерения оптической плотности изображения в происходящем или отраженном свете. Последние модели денситометров оснащены микропроцессорами и позволяют измерить относительные площади растровых элементов. Для удобства измерения оптической плотности на оттисках за линией обреза готовой продукции по всей ширине бумажного листа печатают контрольные шкалы. Принцип измерения оптической плотности на оттиске состоит в том, что отраженная от плашки часть падающего света попадает на фотоэлемент, преобразующий свет в электрический импульс, под действием которого отклоняется стрелка прибора. Которая показывает оптическую плотность оттиска. Обычно оптическая плотность плашек черной краски в офсетной печати не превышает значения 1.6, а цветных – обычно около 1.0. Для измерения цветных полей шкалы используют светофильтры, цвета которых дополнительны к цветам измеряемых полей. Денситометр настраивается по белому и черному эталонам, оптическая плотность которых приняты соответственно за 0 и 2.5.